
DISTRIBUTEUR DE DINDE :
Soumettre des commentaires
Comment choisir le bon papier antiadhésif pour les applications en cuir artificiel ?
Comprendre les documents de version dans la fabrication du cuir artificiel
La production de cuir artificiel de haute qualité est un processus sophistiqué qui repose en grande partie sur un composant souvent négligé : le papier antiadhésif. Ce papier spécialisé agit comme un support temporaire et un outil d'impression pendant les étapes de revêtement et de durcissement. Il confère la texture de surface, le brillant et le motif souhaités à la résine polymère, qui forme la couche de grain du cuir artificiel. Une fois la résine solidifiée, le papier antiadhésif est décollé, laissant derrière lui une surface parfaitement texturée. La sélection du papier de diffusion approprié n’est pas une question anodine ; il s'agit d'une décision cruciale qui influence directement l'esthétique, les propriétés tactiles, la cohérence et, finalement, la valeur commerciale du produit final en cuir synthétique. Un mauvais choix peut entraîner des défauts tels qu'une libération incomplète, des problèmes de transfert de motifs ou une texture incohérente entre les lots, entraînant un gaspillage de matériaux important et des temps d'arrêt de production. La maîtrise des critères de sélection est donc primordiale pour toute personne impliquée dans la spécification, les achats ou la gestion de la production au sein de cette industrie. Cet article approfondit les principales considérations techniques et pratiques, vous aidant à naviguer dans les complexités et à prendre des décisions éclairées qui correspondent aux objectifs spécifiques de votre produit et aux contraintes de fabrication.
Cinq facteurs clés pour sélectionner votre papier antiadhésif en cuir artificiel
Choisir le papier de diffusion idéal implique d’équilibrer plusieurs facteurs interconnectés. Se concentrer sur cinq domaines clés fournira un cadre structuré pour l’évaluation. Chaque facteur aborde un aspect spécifique de la performance et du résultat, et il est essentiel de comprendre leur interaction. Par exemple, l’esthétique souhaitée du produit final dictera la finition de surface nécessaire du papier, ce qui à son tour peut influencer sa durabilité et ses caractéristiques de démoulage. De même, la composition chimique de votre formule de couchage doit être compatible avec la couche antiadhésive du papier pour éviter les réactions indésirables. En considérant systématiquement les types de texture de papier antiadhésif pour le grain du cuir synthétique , le Papier antiadhésif enduit de silicone ou sans silicone pour le cuir PU , le specific exigences relatives au papier antiadhésif en cuir artificiel gaufré , le critical aspect of résistance à la chaleur et durabilité du papier transfert pour la finition du cuir , et la variable opérationnelle de comment le grammage du papier affecte la vitesse de production du cuir artificiel , vous pouvez développer une spécification complète qui minimise les risques et optimise les résultats. Les sections suivantes développeront chacun de ces mots-clés essentiels à longue traîne, fournissant ainsi les connaissances approfondies nécessaires à une sélection efficace.
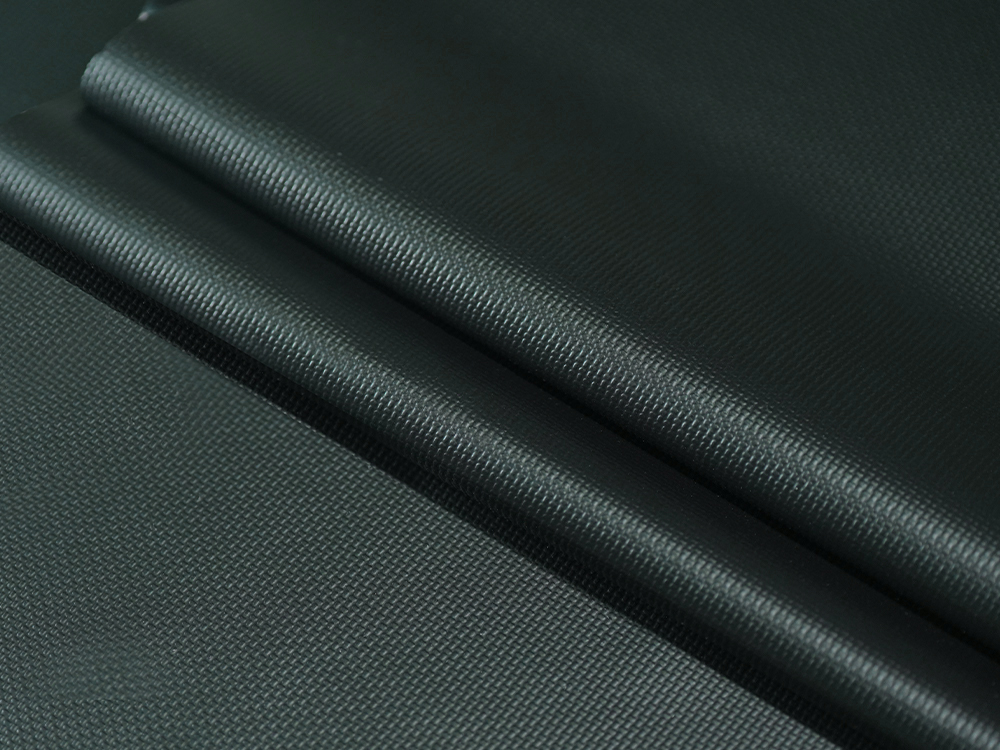
1. Analyse de la finition de surface : types de textures de papier antiadhésif pour le grain du cuir synthétique
La fonction principale du papier antiadhésif est de transférer sa topographie de surface sur le cuir artificiel. Par conséquent, la texture est le facteur le plus visible visuellement et tactilement dans votre sélection. La gamme de textures disponibles est vaste, depuis les finitions parfaitement lisses et brillantes jusqu'aux grains grossiers d'apparence naturelle, en passant par les motifs géométriques complexes et les reproductions réalistes de peaux d'animaux exotiques. Le choix définit fondamentalement le segment de marché du produit : un papier lisse et très brillant peut être utilisé pour des articles de mode futuristes ou des intérieurs automobiles nécessitant un look élégant, tandis qu'un grain profond et prononcé imite le cuir bovin pleine fleur traditionnel pour les chaussures et les tissus d'ameublement. Il est crucial de comprendre que la texture n'est pas simplement un motif 2D mais une structure tridimensionnelle avec des configurations de profondeur, de netteté maximale et de vallées. Ces détails microscopiques affectent la réflexion de la lumière (niveau de brillance), la résistance aux taches (les surfaces plus lisses sont plus faciles à nettoyer) et la sensation perçue du produit final.
Lors de l’évaluation des textures, tenez compte à la fois des objectifs esthétiques et des implications pratiques en matière de production. Un grain très profond et complexe peut nécessiter un poids de revêtement plus élevé pour remplir complètement les cavités, ce qui pourrait augmenter les coûts des matériaux. Cela peut également poser des problèmes lors du processus de démoulage si les contre-dépouilles sont importantes. À l’inverse, une texture très fine et peu profonde peut se détacher facilement mais peut être plus susceptible de présenter des incohérences de revêtement ou des traces d’écoulement. De plus, la longévité de la texture du papier sur plusieurs cycles de production est une considération économique clé. Une texture robuste qui conserve sa définition sur des dizaines de cycles est plus rentable qu’une texture qui s’aplatit rapidement. Le processus de sélection implique souvent l'examen de livres d'échantillons physiques auprès des fabricants de papier et la réalisation d'essais de production pour voir comment la texture se comporte avec votre système de résine spécifique et les paramètres de processus. Cette évaluation pratique est irremplaçable pour garantir que le produit final répond aux normes esthétiques souhaitées.
Catégories de textures courantes et leurs applications
Pour systématiser la sélection, les textures peuvent être regroupées en grandes catégories. Chaque catégorie répond à des applications de marché distinctes et confère des caractéristiques uniques au cuir artificiel.
- Finitions lisses/brillantes : Ces papiers produisent une surface uniforme et réfléchissante. Les variantes incluent des finitions brillantes miroir, semi-brillantes et lisses mates. Ils sont souvent utilisés pour les tableaux de bord automobiles, les accessoires de mode, les revêtements d'appareils électroniques et les surfaces hygiéniques où la nettoyabilité est primordiale. Le manque de texture peut rendre plus visibles les imperfections souterraines du revêtement, exigeant des tissus de base de haute qualité et une application cohérente du revêtement.
- Grains de cuir naturel : Il s’agit de la catégorie la plus étendue, englobant des textures qui reproduisent le cuir de vache, de chèvre, de porc, d’autruche, de crocodile et bien d’autres. La qualité de la réplication varie considérablement ; les papiers haut de gamme offrent des motifs incroyablement authentiques et non répétitifs avec des structures de pores naturelles. Ce sont les bêtes de somme des industries de la chaussure, du meuble et de l’habillement, où un aspect cuir classique est souhaité.
- Finitions en relief/à motifs : Cela inclut des motifs géométriques (lin, damier, losange), des designs artistiques et des logos personnalisés. Ces papiers sont utilisés pour créer des surfaces de marque ou stylisées pour des articles de mode, des éléments de décoration intérieure et des produits spécialisés. La précision et la netteté du transfert de motif sont ici essentielles.
- Finitions nappées/daim : Ces papiers ont une texture délicate et directionnelle utilisée pour créer la surface douce et veloutée du daim synthétique ou du nubuck. Le processus implique souvent un polissage mécanique de la surface enduite après le démoulage, mais le grain initial du papier constitue la base.
2. Chimie de la couche antiadhésive : papier antiadhésif enduit de silicone ou non pour le cuir PU
La capacité de décoller proprement et uniformément le papier antiadhésif du cuir synthétique durci est régie par la chimie de la couche antiadhésive. Cette fine couche appliquée sur la base en papier texturé confère des propriétés antiadhésives. Le débat entre les systèmes de démoulage à base de silicone et sans silicone est au cœur de cette sélection, car chacun offre des avantages et des limites distincts qui ont un impact direct sur la production et la qualité du produit.
Papiers antiadhésifs enduits de silicone sont la norme industrielle pour la plupart des applications en cuir polyuréthane (PU). Le silicone offre une combinaison exceptionnelle d’efficacité de démoulage élevée, de stabilité thermique et d’inertie chimique. Il crée une barrière à très faible énergie de surface qui permet même aux films délicats ou très texturés de se détacher sans se déchirer ni laisser de résidus. Cela garantit une qualité de surface constante tout au long du cycle de production. La stabilité du silicone sur une large plage de températures (généralement de -40°C à plus de 200°C) le rend adapté à divers processus de durcissement. De plus, les produits chimiques de silicone modernes peuvent être conçus pour fournir des forces de libération contrôlées, d'une libération facile à une libération plus serrée, permettant aux formulateurs d'affiner le processus en fonction des propriétés adhésives de leur résine PU.
D'un autre côté, papiers antiadhésifs sans silicone utiliser des produits chimiques alternatifs, tels que des fluoropolymères ou des revêtements spécialisés à base d'hydrocarbures. Ceux-ci sont parfois employés dans des niches spécifiques. Leur principal avantage signalé est la possibilité de laisser une surface chimiquement différente sur le film PU libéré, ce qui peut être bénéfique pour les étapes d'adhésion ultérieures. Par exemple, dans certains processus de laminage multicouche ou lorsqu'une couche de finition nécessite une adhérence exceptionnelle, un papier antiadhésif sans silicone peut être spécifié pour éviter toute contamination ou migration potentielle du silicone, qui peut créer une couche limite faible. Cependant, les systèmes sans silicone ont souvent une fenêtre de traitement plus étroite, peuvent nécessiter un contrôle plus précis des conditions de durcissement et peuvent généralement supporter moins de cycles de réutilisation que les systèmes en silicone de haute qualité. Leur force de libération peut également être moins constante lors de multiples utilisations.
Tableau des facteurs de décision : silicone ou non-silicone
Le tableau suivant compare les principales caractéristiques des revêtements antiadhésifs en silicone et sans silicone pour guider le processus de sélection. Il est important de noter que les performances peuvent varier au sein de chaque catégorie en fonction de la formulation spécifique et du support papier.
Efficacité et cohérence du démoulage : les revêtements en silicone offrent une force de démoulage excellente et constante avec une faible énergie de surface, garantissant un démoulage propre cycle après cycle. Les revêtements sans silicone peuvent offrir une bonne libération initiale, mais la cohérence au fil de multiples utilisations peut être moins prévisible et se dégrader plus rapidement.
Résistance thermique et durabilité : le silicone présente une stabilité thermique supérieure, maintenant ses performances sur une large plage de températures de durcissement et permettant davantage de cycles de réutilisation (souvent 50 pour les papiers de haute qualité). Les revêtements sans silicone ont généralement une température maximale d'utilisation continue plus basse et tolèrent moins de cycles de production avant que les performances de libération ne faiblissent.
Compatibilité chimique : le silicone est hautement inerte et compatible avec la plupart des systèmes PU, PVC et autres polymères, résistant à la pénétration des solvants. Certains produits chimiques sans silicone peuvent être susceptibles d'être attaqués par certains plastifiants ou solvants présents dans la formulation du revêtement, entraînant une dégradation du papier.
Énergie de surface du film libéré : La surface PU libérée d'un papier silicone a une énergie de surface très faible, ce qui peut être un inconvénient pour l'adhésion en aval (par exemple, impression, collage) à moins qu'elle ne soit spécifiquement traitée. Les papiers sans silicone peuvent laisser une surface avec une énergie intrinsèque plus élevée, améliorant potentiellement l'adhérence pour les étapes de traitement ultérieures sans traitement supplémentaire.
Coût et réutilisation : Bien que le coût initial du papier silicone de qualité supérieure soit élevé, sa durée de vie prolongée (nombre élevé de cycles de réutilisation) se traduit souvent par un coût par mètre de cuir produit inférieur. Les papiers sans silicone, dont le coût initial est potentiellement inférieur, peuvent nécessiter un remplacement plus fréquent, augmentant ainsi le coût opérationnel à long terme.
Comparaison des types de couches de version
Caractéristique : Efficacité et cohérence des versions ; Enduit de silicone : Excellent, très cohérent ; Sans silicone : variable, peut se dégrader plus rapidement en cas de réutilisation.
Caractéristique : résistance à la chaleur et durabilité (cycles de réutilisation) ; Enduit de silicone : élevé (50 cycles courants) ; Sans silicone : modéré à faible (moins de cycles).
Caractéristique : compatibilité chimique ; Enduit de silicone : large, hautement inerte ; Sans silicone : Peut être sélectif, peut réagir.
Caractéristique : Adhérence en aval de la surface libérée ; Enduit de silicone : peut nécessiter un traitement corona/plasma ; Sans silicone : Potentiellement meilleur pour certains adhésifs.
Caractéristique : Perspective des coûts opérationnels ; Enduit de silicone : coût initial plus élevé, coût par cycle inférieur ; Sans silicone : coût initial éventuellement inférieur, coût par cycle plus élevé.
3. Atteindre la dimension : Exigences relatives au papier antiadhésif en cuir artificiel gaufré
La création de motifs profondément gaufrés ou tridimensionnels sur du cuir artificiel impose les exigences les plus exigeantes en matière de papier antiadhésif. Contrairement aux textures peu profondes, un gaufrage profond doit fidèlement transférer des pics pointus, des vallées profondes et parfois des contre-dépouilles sévères sans emprisonner l'air, provoquant une sangle (là où la résine comble une vallée) ou une déchirure lors du démoulage. Le exigences pour papier antiadhésif en cuir artificiel gaufré vont au-delà de la simple réplication de texture pour englober la flexibilité du papier, la résistance à la traction et la précision du processus de gravure utilisé pour créer la texture du papier. Le papier doit être suffisamment souple pour s'adapter parfaitement au substrat et à la tête de couchage lors de l'application, mais suffisamment solide pour résister à la tension liée à la traction à travers la chaîne de production et à la contrainte mécanique liée au décollement d'un film durci et profondément structuré. Tout léger étirement ou déformation du papier entraînera un motif flou ou déformé sur le cuir.
Le grammage de base et la composition du papier sont ici essentiels. Les papiers plus lourds (discutés dans le facteur 5) offrent généralement une meilleure stabilité dimensionnelle pour les gaufrages profonds, résistant à l'étirement. Le support doit également avoir une excellente liaison interne pour empêcher le délaminage lorsqu'il est soumis aux forces de libération d'un motif profondément verrouillé. De plus, le revêtement antiadhésif doit être appliqué uniformément sur chaque micron du profil de texture complexe. Un revêtement incomplet dans une vallée profonde peut conduire à un point de collage, provoquant un défaut, voire une déchirure du papier. Les fabricants de papiers de qualité gaufrage utilisent souvent des techniques spécialisées telles que le revêtement électrostatique pour garantir que l'agent de démoulage en silicone recouvre uniformément toute la surface profilée. Lors de la sélection d'un papier pour un travail de gaufrage en profondeur, il est impératif de tester la combinaison exacte du papier, de la résine et des conditions de traitement. Un essai révélera des problèmes potentiels tels que des difficultés de démoulage, des problèmes de remplissage de motifs ou une durée de vie réduite du papier, permettant des ajustements avant le début de la production à grande échelle.
Propriétés clés du papier pour le gaufrage profond
- Stabilité dimensionnelle : Le papier doit avoir un étirement minimal sous la tension dans le sens de la machine pour éviter la déformation du motif. Ceci est souvent réalisé grâce à une base kraft de haute qualité et densément emballée et à des processus de fabrication spécifiques qui contrôlent la direction du grain du papier.
- Gravure de précision : Le cylindre original utilisé pour donner de la texture au papier doit être fabriqué avec une extrême précision, souvent à l'aide de techniques avancées de gravure au laser ou au diamant, pour créer des profondeurs de motif nettes, nettes et cohérentes.
- Pénétration uniforme du revêtement : L'agent de démoulage (par exemple, le silicone) doit mouiller entièrement et uniformément toute la surface texturée, y compris les creux les plus profonds et les angles les plus aigus, pour garantir une force de démoulage constante sur l'ensemble du motif.
- Résistance à la déchirure et endurance à la flexion : Le substrat papier a besoin d'une résistance élevée à la déchirure, en particulier dans le sens transversal, pour survivre au processus de pelage sans se déchirer, en particulier lorsque la résine durcie s'est mécaniquement verrouillée dans la texture. Une bonne endurance à la flexion lui permet de résister aux flexions répétées autour des rouleaux.
- Profil de force de libération contrôlée : Pour les gaufrages complexes, la chimie de démoulage peut être adaptée pour fournir un démoulage légèrement plus facile afin de faciliter le démoulage de motifs complexes sans endommager la surface fraîchement durcie du cuir artificiel.
4. Résistance au processus : résistance à la chaleur et durabilité du papier transfert pour la finition du cuir
L’environnement de production du cuir artificiel est physiquement et chimiquement exigeant. Les papiers antiadhésifs sont soumis à de multiples facteurs de stress au cours de chaque cycle : températures élevées dans les fours de durcissement, tension due aux systèmes de manutention des bandes, exposition chimique aux solvants ou aux plastifiants présents dans le revêtement et abrasion mécanique des guides et des rouleaux. Par conséquent, évaluer le résistance à la chaleur et durabilité du papier transfert pour la finition du cuir est une évaluation directe de sa durée de vie opérationnelle et de sa valeur économique. La résistance à la chaleur est sans doute la propriété la plus critique. Pendant la production, le papier, avec le revêtement humide, passe dans des fours où les températures peuvent varier de 120°C à plus de 200°C, en fonction de la chimie de la résine et de la vitesse de la ligne. Une exposition prolongée à ces températures peut entraîner plusieurs voies de dégradation : le support papier peut devenir cassant et perdre sa résistance à la traction, le revêtement antiadhésif peut s'oxyder ou se décomposer et l'adhésif reliant la couche antiadhésive à la base peut se briser. Un papier ayant une mauvaise résistance à la chaleur jaunira, aura tendance à se fissurer et perdra ses performances de démoulage après seulement quelques cycles.
La durabilité englobe bien plus que la simple tolérance à la chaleur. Cela inclut la capacité du papier à conserver son intégrité physique (sa résistance à la déchirure, sa stabilité dimensionnelle et sa texture de surface) au fil d'une utilisation répétée. Un papier durable présentera un « polissage » ou un aplatissement minimal de ses pics de texture même après des dizaines de cycles de production, garantissant que le 50ème rouleau de cuir artificiel a la même définition de grain que le 1er. Il résistera également aux « images fantômes », c'est-à-dire qu'une légère impression d'un revêtement précédent reste sur le papier et est transférée aux produits suivants. Le choix du papier de base (qualité de cellulose, teneur en charges, procédé de calandrage) et la qualité du système de revêtement antiadhésif sont les principaux déterminants de la durabilité. Investir dans un papier de qualité supérieure et plus durable se traduit souvent par une baisse du coût par mètre de cuir produit, car le coût du papier est amorti sur un nombre de cycles bien plus long. Cela réduit également les interruptions de production liées aux changements de papier, augmente la cohérence et minimise le gaspillage dû aux défauts causés par un papier défectueux.
5. Efficacité opérationnelle : comment le poids du papier de démoulage affecte la vitesse de production du cuir artificiel
Les spécifications physiques du papier antiadhésif lui-même, en particulier son poids (généralement mesuré en grammes par mètre carré, g/m²) et son épaisseur, ont un impact direct sur la logistique et l'efficacité de la production. La notion de comment le grammage du papier affecte le cuir artificiel vitesse de production implique un compromis entre performance et praticité. Les papiers plus épais (par exemple, 130 g/m² et plus) offrent une stabilité dimensionnelle supérieure, ce qui est crucial pour le transfert de motifs haute fidélité, en particulier pour les grains profonds et les gaufrages. Ils sont moins susceptibles de s’étirer sous tension, ce qui évite la distorsion du motif. Ils ont également généralement une meilleure résistance à la chaleur et une meilleure durabilité, car la base plus épaisse offre un substrat plus robuste. Cependant, l’augmentation du poids et de l’épaisseur s’accompagne de considérations opérationnelles. Les papiers plus lourds coûtent plus cher au mètre carré. Ils donnent lieu à des rouleaux plus grands et plus lourds pour la même longueur de papier, ce qui peut compliquer la manipulation, le stockage et le chargement des matériaux sur la machine de production. Surtout, la rigidité accrue d'un papier plus lourd peut limiter la vitesse maximale de la ligne de production, car il peut y avoir des limites à la rapidité avec laquelle il peut être guidé à travers des chemins de rouleaux complexes sans provoquer de problèmes de suivi ou de rupture de bande.
Les papiers plus légers (par exemple, 80 à 110 g/m²) offrent des avantages en termes de flexibilité et de potentiel pour des vitesses de ligne plus élevées. Ils sont plus faciles à manipuler, produisent des rouleaux plus longs pour le même diamètre (réduisant la fréquence de changement) et peuvent être plus rentables pour les applications où une stabilité dimensionnelle extrême ou un gaufrage profond n'est pas requis, comme pour des finitions lisses ou des textures peu profondes. Cependant, ils sont plus sujets à l'étirement, ce qui peut affecter l'enregistrement des motifs dans les processus à plusieurs étapes, et ils peuvent avoir une durée de vie plus courte en raison d'une durabilité inhérente inférieure. Le poids optimal est ainsi déterminé par les exigences spécifiques du produit et les capacités des machines de production. Une ligne à grande vitesse produisant du cuir de qualité mode avec un grain fin pourrait fonctionner de manière optimale avec un papier de 100 g/m², tandis qu'une ligne spécialisée dans le cuir d'ameublement résistant et profondément gaufré nécessiterait un papier de 140 g/m² ou plus, même s'il fonctionne à une vitesse légèrement plus lente pour garantir la qualité et l'intégrité du papier.
Développer un protocole de sélection et de test systématique
Fort de la connaissance des cinq facteurs clés, la dernière étape consiste à mettre en œuvre un protocole de sélection et de test discipliné. Cela fait passer le processus de la théorie à une pratique fiable. Commencez par définir les exigences non négociables de votre produit final en cuir artificiel : son marché cible, son esthétique (texture, brillance), ses propriétés physiques et son prix. Utilisez-les pour créer une spécification préliminaire du papier en vous concentrant sur le type de texture, la chimie du démoulage et le grammage. Contactez dès le début les fournisseurs de papier potentiels en leur fournissant les spécifications de votre résine et les paramètres de votre processus (méthode de revêtement, profil de température de durcissement, tension de ligne). Demandez des échantillons de rouleaux de leurs papiers recommandés pour des essais complets. Ne comptez pas uniquement sur de petits échantillons ; un essai à l’échelle de la production est essentiel pour évaluer les performances en conditions réelles.
L'essai doit évaluer tous les paramètres critiques : facilité de démoulage et état du dos du papier après démoulage, fidélité du transfert de texture sur toute la largeur de la bande, constance du niveau de brillance, tout signe d'adhérence du revêtement au papier (mauvais démoulage) et le comportement du papier sur la ligne (suivi, stabilité de la tension). Il est essentiel d'effectuer plusieurs passes avec le même échantillon de papier pour évaluer sa durabilité : comment la texture et les performances de démoulage changent-elles au 5e, 10e ou 20e cycle ? Documentez tout méticuleusement. Sur la base des résultats des essais, vous pouvez affiner votre spécification. L'objectif est d'identifier le papier qui offre la qualité de produit requise avec le moins de problèmes opérationnels et le meilleur coût total d'utilisation, en équilibrant le coût initial du papier avec sa durée de vie et l'efficacité de votre production. N'oubliez pas que le document de diffusion est un outil de production ; sa sélection doit être motivée par des données et une compréhension claire de son rôle dans la création de valeur dans votre produit final en cuir artificiel.
N'hésitez pas à nous contacter dès maintenant !
Nous fournissons à nos clients des produits et services en papier antiadhésifs durables et respectueux de l’environnement.


-

-
 DISTRIBUTEUR INDE :
DISTRIBUTEUR INDE : -
 DISTRIBUTEUR ITALIE :
DISTRIBUTEUR ITALIE : -
 DISTRIBUTEUR PAKISTAN :
DISTRIBUTEUR PAKISTAN :
Droit d'auteur © Anhui Honghuan New Material Technology Co., Ltd. Rights Reserved.
